Quadri
e software per impianti galvanici
 Questi impianti servono per
zincare, anodizzare, stagnare, dorare ... particolari metallici. Questi impianti servono per
zincare, anodizzare, stagnare, dorare ... particolari metallici.
Da molti anni collaboriamo con la Saldoplast
per la quale realizziamo tutti i progetti e le apparecchiature
elettroniche destinate all’automazione degli impianti galvanici da
loro prodotti.
Si tratta di impianti essenzialmente costituiti da un certo numero di vasche che
contengono i composti chimici e da una serie di carri trasportatori
che movimentano i telai o i buratti contenenti i materiali da trattare nelle vasche.
|
|
 Direttamente
dal video posto sul quadro di gestione, si possono verificare i tempi ciclo, i tempi di produzione e
fermo macchina. Un grosso vantaggio è dato dalla
possibilità di poter modificare il programma di
movimentazione dei trasportatori direttamente
dall’utilizzatore. Direttamente
dal video posto sul quadro di gestione, si possono verificare i tempi ciclo, i tempi di produzione e
fermo macchina. Un grosso vantaggio è dato dalla
possibilità di poter modificare il programma di
movimentazione dei trasportatori direttamente
dall’utilizzatore.
Oltre a ciò vengono gestiti anche
i controlli di temperatura delle vasche, le movimentazioni dei
cestelli in immersione ecc.
|
 Layout di impianto galvanico
con ubicazioni quadro di gestione (Quadro 1) e quadri remoti (Quadro 2-5) Layout di impianto galvanico
con ubicazioni quadro di gestione (Quadro 1) e quadri remoti (Quadro 2-5) |
|
 Pulsantiera principale
Pulsantiera principale
Sullo sportello frontale del quadro di controllo è situata la pulsantiera principale, questa viene utilizzata per l'accensione della macchina, lo spegnimento, la selezione dei cicli di lavoro
e l'immissione dei dati.
Tutte le informazioni sullo stato dell'impianto vengono riportate sul monitor (1), l'operatore può selezionare la "pagina" delle informazioni che desidera per mezzo della tastiera (7) che viene utilizzata anche per l'immissione dei parametri.
La selezione diretta dei cicli di lavoro si effettua tramite 4/8 pulsanti (2) e permette di selezionare
4/8 cicli di lavoro diversi all'interno dello stesso programma di produzione, altri cicli saranno accessibili tramite la tastiera (in totale i cicli di lavoro
possono arrivare a 20).
|
 |
 Composizione
impianto Composizione
impianto
QUADRO DI GESTIONE:
Si occupa della gestione dei cicli di lavoro impostati, attua i comandi relativi e tiene informato l'operatore sul procedimento della lavorazione.
E' posizionato in prossimità della postazione di carico e scarico per consentire all'operatore il controllo generale dell'impianto da un'unica postazione.
L'armadio principale contiene i circuiti ausiliari e di sicurezza, il monitor di
controllo dell'impianto, il PLC di gestione (che è il cuore dell'impianto) e la pulsantiera di comando principale.
|
 QUADRO
REMOTO: Presente solo su impianti con
almeno 2 carri. Si occupa della movimentazione dei carri e aziona le pompe, gli aspiratori e le elettrovalvole in base a i comandi ricevuti dal quadro principale. Contiene la maggior parte degli attuatori elettromeccanici e è posizionato all'incirca a metà impianto.
Impianti più grandi vengono gestiti da più quadri remoti. QUADRO
REMOTO: Presente solo su impianti con
almeno 2 carri. Si occupa della movimentazione dei carri e aziona le pompe, gli aspiratori e le elettrovalvole in base a i comandi ricevuti dal quadro principale. Contiene la maggior parte degli attuatori elettromeccanici e è posizionato all'incirca a metà impianto.
Impianti più grandi vengono gestiti da più quadri remoti.
I quadri "remoti" situati lungo l'impianto si occuperanno della gestione dei carri, all'interno di ogni quadro è presente un PLC "slave" che si occupa della pulsantiera di comando manuale, del corretto pilotaggio degli inverter del carro, della gestione delle temperature delle vasche (se l'opzione è prevista) e della movimentazione delle barre (se l'opzione è prevista).
|
|
CARRI: Trasportano i pezzi in lavorazione lungo la linea, tramite le pulsantiere
presenti su ogni carro si possono fare le movimentazioni manuali. Su ogni pulsantiera di comando è presente un pulsante di emergenza da utilizzare in caso di pericolo. I carri sono posizionati
sui relativi binari di scorrimento.
|
|
|
Software di gestione
Il nostro software è dotato della funzione
"Multiprogrammazione", l'operatore gestisce l'intero impianto tramite il video del PLC di gestione, questo è installato all'interno del quadro principale, da qui si controllano tutte le funzioni dell'impianto, i tempi e i cicli.
Sarà possibile inserire barre appartenenti a cicli diversi in ordine sparso, ogni barra seguirà il proprio ciclo produttivo con i propri tempi.
DIAGNOSTICA: Ogni allarme sarà visualizzato sul monitor, l'operatore sarà richiamato dal suono della
sirena. Dal video è possibile controllare lo stato e il funzionamento
di ogni sensore presente sull'impianto senza bisogno di accedere
fisicamente ad esso.
RADDRIZZATORI:
Quando i raddrizzatori dell'impianto hanno la necessità di essere controllati a distanza, questi dovranno essere del tipo predisposto per comando remoto.
I raddrizzatori adatti al comando remoto hanno in genere due tipi di interfaccia, quella seriale e quella analogica.
Il nostro sistema li può gestire entrambi ma le migliori prestazioni e si hanno con l'interfaccia seriale,
il nostro PLC è in grado di gestire diversi protocolli seriali, e tipi tipo di interfaccia seriale
(RS485 - RS422 - RS232 - ecc.) con velocità da 300 a 115200 Baud, e sarà in grado di gestire fino ad un massimo di
16 raddrizzatori. Con questo sistema l'operatore potrà impostare la corrente e la tensione, il tempo e le rampe da seguire
durante l'erogazione di corrente. In caso di interfaccia analogica si
potranno controllare solo la tensione e la corrente.
TEMPERATURE:
Un apposito software fornito con l'impianto si occuperà della gestione "intelligente" delle temperature, queste saranno abbassate nel corso dei fine settimana (per ridurre i consumi) e portate a temperatura prima dell'inizio del primo turno di lavoro al lunedì. Tutte le impostazioni saranno fatte dal monitor di comando.
|
|
La pagina principale contiene le
informazioni più importati dell'impianto. Tramite il sinottico vengono
rappresentate in tempo reale lo stato delle vasche e la posizione dei
carri. Più sotto abbiamo lo stato dei carri e le operazioni da
questi effettuate. Infine vengono visualizzati i parametri principale
(temperature, raddrizzatori, ecc.) e il ciclo selezionato.
|
 Pagina
principale Pagina
principale
|
|
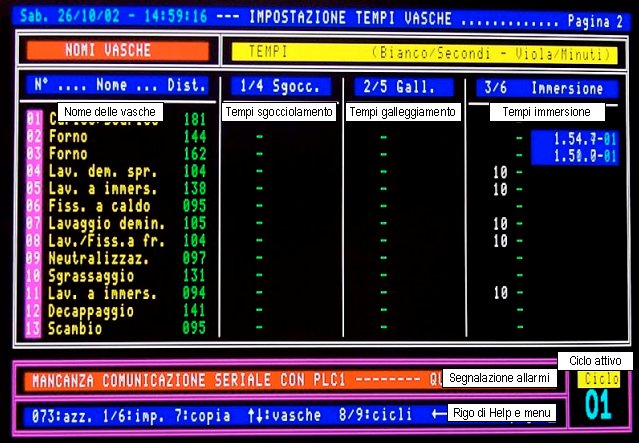
La programmazione dei tempi e delle
sequenze viene impostata nel programma di funzionamento, questo è
personalizzato per ogni impianto ed è modificabile direttamente
dall'utilizzatore (ma protetto da password) senza richiedere il nostro
intervento.
In pratica il telaio / buratto con i particolari
metallici da trattare viene prelevato dalla postazione di carico e, dopo
vari passaggi nelle vasche, secondo il programma di lavoro affidato, viene
depositato nella postazione di scarico come
prodotto finito.
|
 Pagina
impostazione tempi trattamento Pagina
impostazione tempi trattamento
|
 Pagina
impostazione programma Pagina
impostazione programma
|
|
Tutte i controlli di temperatura presenti
sull'impianto, sia di forni che dei bagni, vengono gestiti da video, per
ogni temperatura è possibile impostare dei limiti di allarme minima e
massima temperatura. Per ridurre i consumi, le temperature vengono
mantenute ad un livello minimo durante il fine settimana e ripristinate
nella notte tra domenica e lunedì.
|
 Pagina
termoregolatori Pagina
termoregolatori
|
- Con il nostro
sistema è
possibile differenziare notevolmente la produzione
ottenendo sempre la massima qualità sul prodotto
lavorato.
|